
Hliník je pomerne bežný kov široko používaný v národnom hospodárstve. Používajú sa hlavne jeho zliatiny, ale niekedy sa používa takmer v čistej forme. Prezradíme vám ako spájkovanie hliníka doma.
Obsah:
 Prečítajte si tiež: Granátové jablko doma: pestovanie zo semien a starostlivosť, užitočné vlastnosti a kontraindikácie (Foto a video) + Recenzie
Prečítajte si tiež: Granátové jablko doma: pestovanie zo semien a starostlivosť, užitočné vlastnosti a kontraindikácie (Foto a video) + Recenzie
Prečo sa vyskytujú problémy so spájkovaním?
Tento kov má mnoho výhod, najmä ľahkosť a flexibilitu. Navyše, vďaka oxidovému filmu vytvorenému na jeho povrchu je kov prakticky neutrálny a nereaguje s agresívnymi médiami alebo potravinárskymi výrobkami.
Práve táto vlastnosť kovu je však problémom v prípadoch, keď je potrebné spájať niekoľko hliníkových dielov pomocou spájkovania.
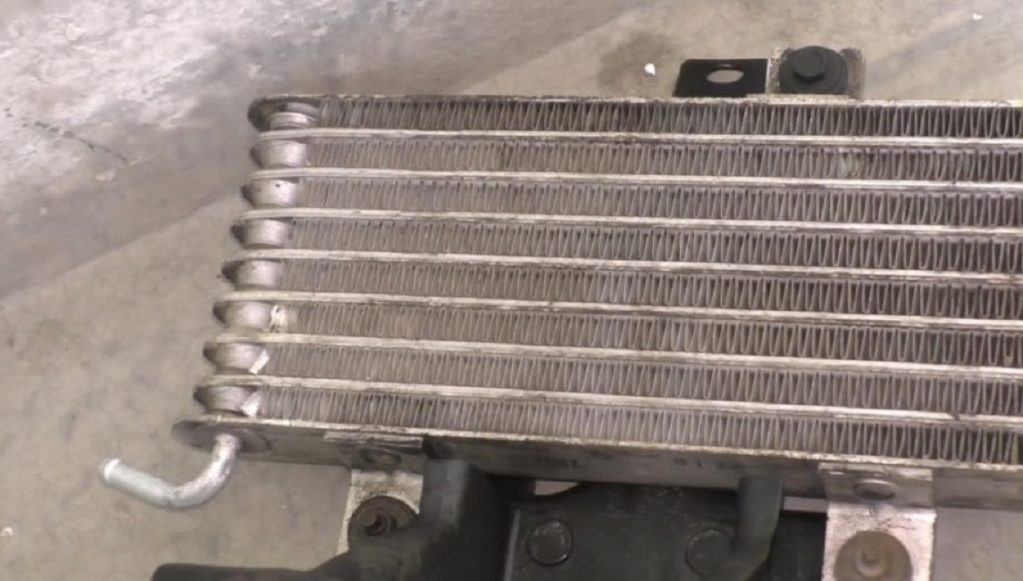
hliníkový radiátor
Najčastejšie sa hliník používa ako materiál na výrobu rôznych radiátorov: vykurovacie systémy, chladiace elektronické komponenty, automobilové kvapaliny atď. Takéto použitie je spôsobené nízkou tepelnou kapacitou a vysokou tepelnou vodivosťou kovu.
Napriek pomerne nízkej chemickej aktivite, čas a teplota robia svoje a v prípade hliníkových radiátorov vznikajú praskliny, ktorých oprava je dosť problematická.
Mikrotrhliny, ktoré sa vyskytujú v radiátoroch, môžu byť dokonca pre ľudské oko neviditeľné, ale môže ich opustiť dostatočne veľké množstvo kvapaliny, ktoré sa bude musieť pravidelne pridávať do chladiaceho systému.

mikrotrhlina
Oprava chladiaceho systému je pomerne nákladná záležitosť. Servisné strediská alebo autoservisy často bez veľkého úsilia jednoducho vymenia celý chladič namiesto toho, aby ho upevnili spájkovaním otvoru.

Spájkovanie viacerých prvkov
Dieru môžete opraviť sami dvoma spôsobmi: spájkovanie alebo zváranie za studena. Zároveň v oboch prípadoch bude musieť človek čeliť jednému vážnemu problému.

Hliník na vzduchu oxiduje
Keď hliník interaguje so vzduchom, okamžite oxiduje a jeho povrch je pokrytý tenkým filmom oxidu.
Oxid má izolačné vlastnosti a tradičné materiály používané ako spájka nie sú schopné nielen spojiť dva hliníkové povrchy, ale dokonca aj dobre „prilepiť“ k povrchu, ktorý oxid pokrýva.
Preto je spájkovanie hliníka veľmi, veľmi ťažké.
Spájkovanie konvenčnou spájkovačkou neprináša požadované výsledky. Dá sa dokonca povedať, že nedáva žiadne výsledky, pretože aj pri použití špeciálnych tavív na spájkovanie sa namiesto rovnomerného spájkovaného švu pravidelne získava nerovnomerná hromada spájky, ktorá zjavne nemá dobrý kontakt so žiadnym zo spájkovaných povrchy.
 Prečítajte si tiež: Výroba skleníka vlastnými rukami z profilovej rúry a polykarbonátu: kompletný popis procesu, výkresy s rozmermi, zalievanie a kúrenie (Foto a video)
Prečítajte si tiež: Výroba skleníka vlastnými rukami z profilovej rúry a polykarbonátu: kompletný popis procesu, výkresy s rozmermi, zalievanie a kúrenie (Foto a video) Ako sa vykonáva spájkovanie
Na spájkovanie hliníka sa používa špecializovaná spájka, schopný odolávať ochrannému účinku oxidového filmu na povrchu kovu.
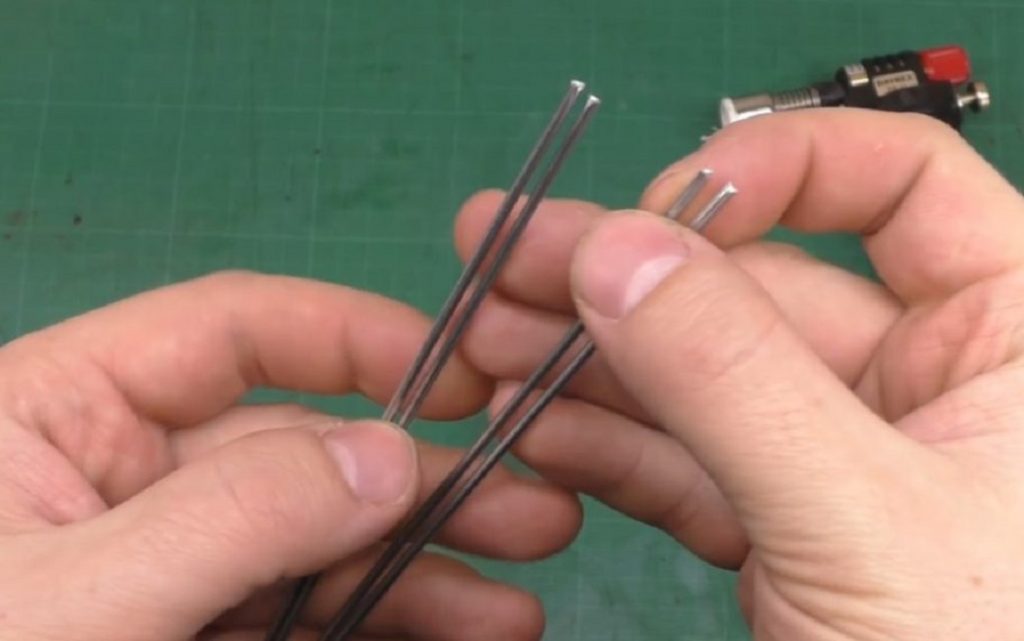
Špeciálna spájka na spájkovanie
Niekoľko značiek môže pôsobiť ako spájka, napríklad HTS-2000 alebo Castolin-192. Štrukturálne sú tieto spájky rúrky z kovu s nízkou teplotou topenia (používajú sa zlúčeniny zinku), v strede ktorých sa naleje špeciálne tavidlo na spájkovanie hliníka.
Práve toto tavidlo sa používa na rozpustenie tenkého oxidového filmu na hliníkovom povrchu. Pre správne spájkovanie je potrebné zabezpečiť, aby teplota spájkovaných plôch bola +480°C.
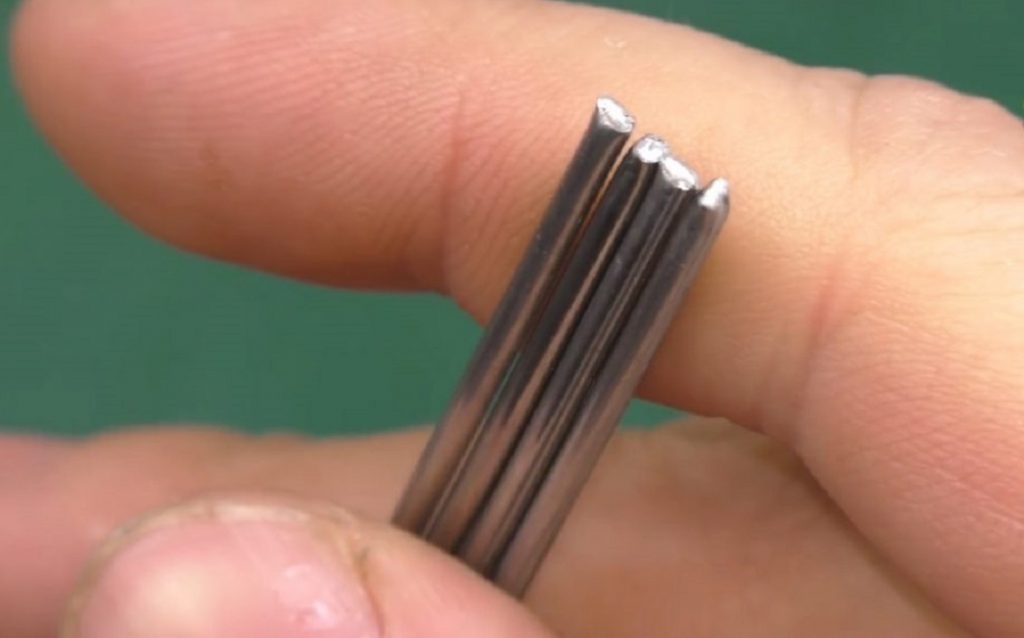
Spájka sa dodáva v rôznych veľkostiach
Pri nižších teplotách nebude spájkovaný kov schopný reagovať s oxidom a rozložiť ho na jeho zložky, čo umožní spájkovanému materiálu dobrý kontakt s povrchom.
Aby sa konštrukčným prvkom poskytla požadovaná teplota, používa sa konvenčný plynový horák. Na tento účel môžete použiť prenosný aj stacionárny plynový horák.
Spájku, ktorá vám umožní spájkovať hliník, dostanete v špecializovaných predajniach, ktoré vyrábajú a predávajú rôzne výrobky z medených rúrok a radiátorov. Môže to byť napríklad servisné stredisko na opravu chladničiek atď.
Niekedy môže hľadanie správnej spájky zabrať dosť času, pretože problém je dosť špecifický a informácie, ktoré vás zaujímajú, nemusia byť všade. V extrémnych prípadoch môžete využiť služby akejkoľvek obchodnej platformy. Môže to byť napríklad rovnaká sieť Avito.
Internetový obchod
Najlepšie je však (ak samozrejme existuje možnosť počkať) kontaktovať Aliexpress. Tam si môžete objednať akúkoľvek spájku na hliník, o ktorú máte záujem, za atraktívnu cenu a pomerne rýchle dodacie lehoty.
Pred spájkovaním, najmä ak sa to robí prvýkrát, sa odporúča vykonať cvičné spájkovanie otvorov. Aby ste to dosiahli, v akejkoľvek nepotrebnej trubici by sa malo urobiť niekoľko otvorov, ktoré bude potrebné spájkovať.

Miesto spájkovania by malo byť dobre zahriate
Preto nie je potrebné vyberať horáky s nízkym výkonom alebo úprimne nekvalitný produkt na ohrev častí, ktoré sa majú spájkovať.
Plamene takých horáky bude príliš úzky, nebude dobre ohrievať okraje švua spájkovanie bude trvať veľmi dlho, pretože spájka sa bude neustále snažiť vytiecť z miesta spájkovania, zbierať sa do guľôčok, neochotne sa prilepiť na kov atď.

Spájkovanie hliníkových dielov s horákmi s nízkym výkonom je veľmi problematické, preto je lepšie použiť trysku horáka na valci
Jeho široký plameň umožňuje zahriať jedným prechodom nielen spájkované miesta, ale aj kov v určitej vzdialenosti od nich.
 Prečítajte si tiež: Ako vyrobiť kvetináče vlastnými rukami: vonkajšie, vnútorné, závesné | Grafy krok za krokom (120+ originálnych nápadov na fotografie a videá)
Prečítajte si tiež: Ako vyrobiť kvetináče vlastnými rukami: vonkajšie, vnútorné, závesné | Grafy krok za krokom (120+ originálnych nápadov na fotografie a videá)
Postupnosť spájkovania

hliníkový plech
Aby ste mohli spájkovať dve hliníkové časti, musíte urobiť nasledovné:
Pomocou tejto metódy môžete nielen spájkovať hliníkové výrobky, ale aj spájkovanie hliníkového plechu.

Dva prvky spájkované dohromady
Podobne ako v predchádzajúcom prípade sa najskôr vykoná celoobvodové zahriatie spájkovaných plôch, a potom zavedenie trubice spájkovacieho taviva do plameňa horáka v mieste kontaktu medzi dvoma časťami.
Nakoniec by to malo vyzerať asi takto:
- Pevnosť spájkovania týmto spôsobom je veľmi vysoká a spojenie je spoľahlivé.
- Prelomiť šev je veľmi, veľmi ťažké.
Zoberme si príklad, ako spájkovať dve rúrky. Na začiatku sú umiestnené oproti sebe a zarovnané.

Je dôležité, aby boli rúrky správne zarovnané a zaistené.
Potom sa všetko deje podľa klasickej schémy: konce oboch rúrok sa zahrejú do hĺbky najmenej 3 cm. Ďalej sústredia oheň na šev a jednoducho prinesú spájku na miesto švu.
Spájka sa rýchlo rozotiera a rúrky sú ihneď spájkované.

Spájkované prvky
Spájka úplne vyplní šev v kruhu. Zároveň sa vďaka tavivu, ktoré sa šíri výlučne pozdĺž švu, nedostáva spájka dovnútra rúrky a neupcháva ju. Vďaka tomu je šev veľmi pevný. Rúrka sa ohýba pomerne ľahko, ale šev zostáva neporušený.

Kontrola pevnosti hotovej spájky
Zinková spájka má veľmi vysokú tekutosť; úplne vyplní drážku, čím je spojenie vzduchotesné. Podobne je možné spájkovať akékoľvek hliníkové konštrukcie akéhokoľvek priemeru.
V takýchto prípadoch môže byť potrebná úplná výmena prvku prvku. Ale to je úplne iný príbeh.
Záver
Samotný spôsob spájkovania pomocou zinkovej spájky vo forme trubice s tavivom vo vnútri je pracovnou možnosťou, navyše ju možno klasifikovať ako rozpočtovú.
Náklady na 50 cm trubicu s tokom sú asi 90 rubľov. Toto je viac než dobré riešenie na pozadí operácií, ako je zváranie argónom. Jeho cena môže byť niekoľko stoviek alebo dokonca tisíc rubľov.
Podobná metóda spájkovania sa často používa v automobilových dielňach na opravu radiátorov.
VIDEO: PÁJKOVANIE HLINÍKA. ARGÓN NIE JE POTREBNÝ!
![[Návod] Spájkovanie hliníka doma](data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7)
SPÁJKOVANIE HLINÍKA. ARGÓN NIE JE POTREBNÝ!
[Návod] Spájkovanie hliníka doma
![[Návod] Spájkovanie hliníka doma](https://iherb.bedbugus.biz/wp-content/uploads/thumbs_dir/kak-vystavit-mayaki-pod-shtukaturku-oborw844b59fgji62vda3k6rwdmy0u7i0qpz76engc.jpg)
![[Návod] Spájkovanie hliníka doma](https://iherb.bedbugus.biz/wp-content/uploads/thumbs_dir/hqdefault-2-oavbcdq61hxm0fuwjx93wm0fxb892bvgg24tze1iyk.jpg)




podľa môjho názoru a skúseností, treba v mieste spájania malého ryhu pilníkom. Spájka sa potom roztecie a nebude vypadávať.